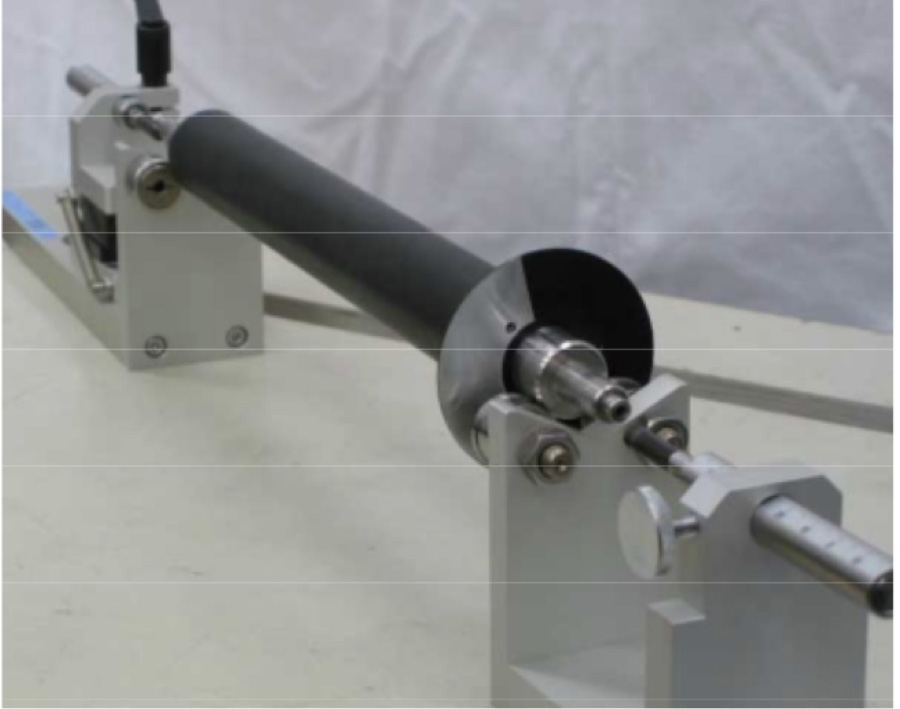
ローラ測定装置
全自動ローラ測定装置 高精度・精密測定タイプ
品質管理、研究開発専用機
測定最小表示値 0.0001mm、軸方向 0.05mmピッチ、最小回転角度 0.1 °ごと
LMGセンサ、ローラ回転機構、LMG移動機構ともに高精度のものを使用し、ローラの形状を細かく測定できます。
ローラを回転させながら周方向の形状を測り、LMGを移動させて長手方向の形状を測って、ローラの3次元形状を細かく測定することもできます。
(ローラ回転時の最小ピッチ0.1°、LMG移動時の最小ピッチ50μm)
測定結果は長手方向のプロフィールグラフ、周方向の断面形状グラフを表示できるほかに、3次元形状表示ソフトを使用して凹凸を強調した3次元形状を立体的に表示することができます。
| 被測定ローラ寸法 | 直径 最大70mm、長さ 最大600mm |
|---|---|
| 周方向測定ピッチ | 軸受け外径10mm以上 最小0.1°、軸受け外径10mm未満 最小0.5° |
| 長手方向測定ピッチ | 最小50μm |
| 仕様LMG(台数) | LMG8007(1台) |
| 測定時間例 | 1°ピッチで1周の測定 約8秒(一般的な測定で) |
仕様
| 測定部 | レーザマイクロゲージ LMG D7-8007 |
|---|---|
| 測定範囲 | 外径最大 φ2〜70mm(SUS製円筒ストレートエッジ2本搭載の為) |
| 測定項目 | 標準測定 ー 外径、振れ、円筒度、真円度、クラウン、外径差、 特殊測定 ー 長手優先、回転優先(各外径測定、形状測定) 3次元形状表示(Micro AVSに出力) |
| ステージ | 移動方向 精密研削ボールネジ、LMガイド、ACサーボモータ 回転方向 カムフォロア(エアシリンダ駆動ワーク押さえ付)、サーボモータ、回転原点用円盤付 省スペース型センサ部移動方式を採用 真直度測定用円筒ストレートエッジ(ステンレス製) ワーク搭載部間隔自動移動(モータ駆動、規格ファイルにて動作) |
| コントロール部 | Windows PC ドライバ基板内蔵 |
| 出力部 | カラーA4レーザプリンタ |
| ラック部 | コントロールPC、LMG表示部、レーザプリンタ搭載用ラック |
| 校正証明書 | ローラ測定装置としての校正証明書を発行 |
高精度型測定プログラム
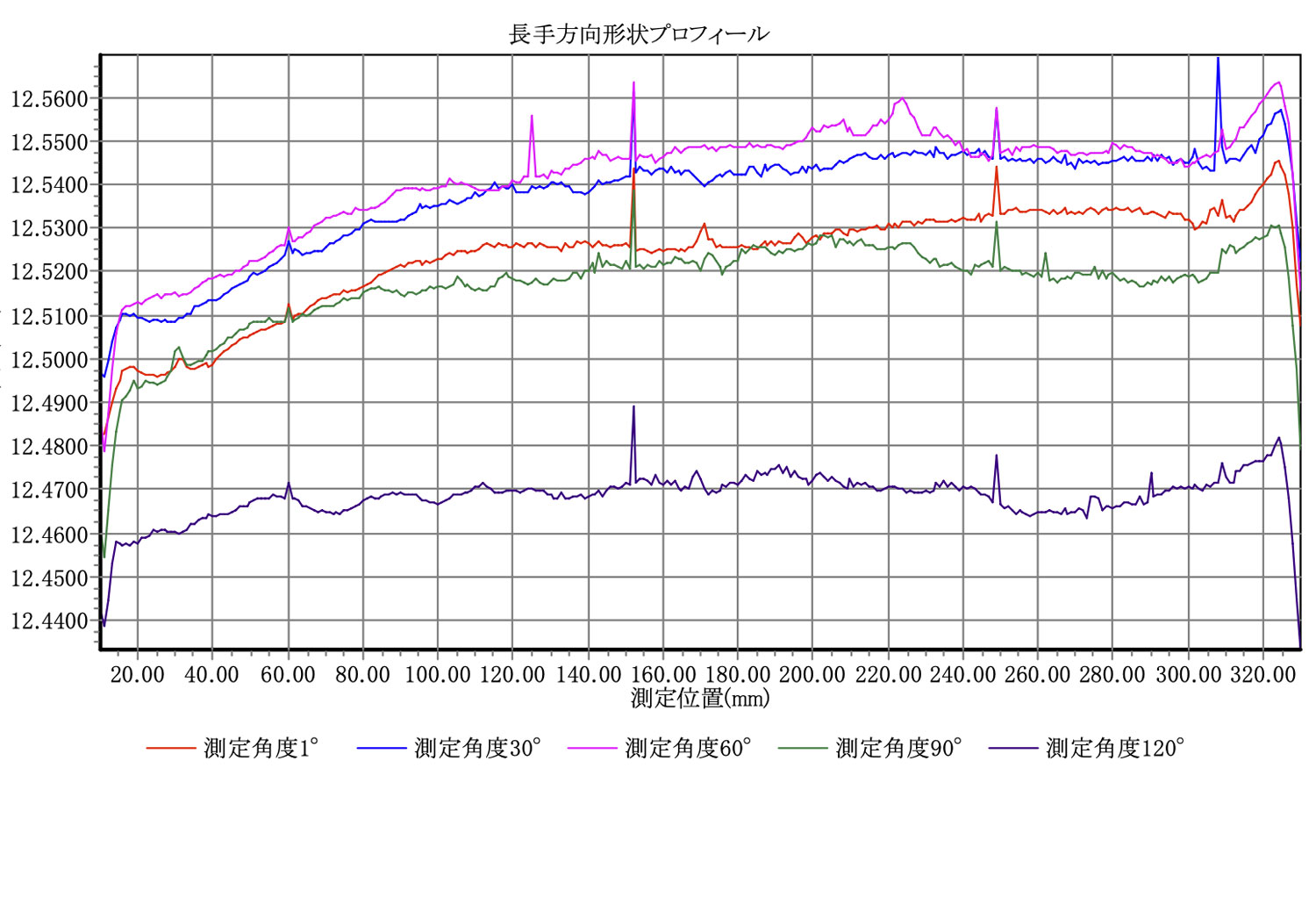
長手方向プロフィールグラフ
高精度測定を可能にするための特別仕様を集結
- レーザマイクロゲージは高精度型のLMG8007モデルを搭載
- 軸方向送り最小50μmピッチ(標準測定では600点まで)
- 回転方向φ10mm以上0.1°ピッチ、φ5~φ10未満時最小0.5°ピッチ
(マーク付円盤、ビームファイバーセンサ使用時) - 特殊測定ソフトによる高精度な外径測定、形状測定を実現
- 測定したデータを3次元形状ソフトMicroAVSに出力し、簡単な操作で表示、印刷可能
着脱式マーク付円盤
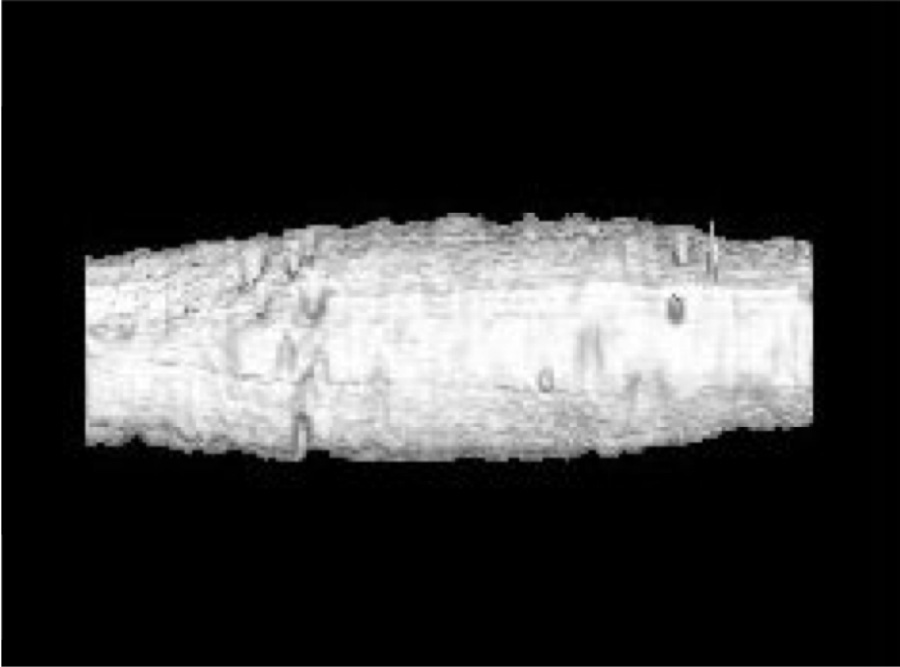
3次元形状表示ソフト Micro AVS により測定結果の凹凸を100倍に